���(y��u)�����⺸�ӹ�ˇ
�l(f��)���r(sh��)�g��2015-11-30 | ��Դ������ˇ���⺸���\(y��n)�I(y��ng)�� | ������
DR��FRITSCH��˾G.WABER����(du��)���⺸�ӵĽǶȡ����ࡢ�D(zhu��n)�ٵ��M(j��n)���^̽ӑ��DIEX CORP��˾N. H��CHUNG���c�hꖴ�W(xu��)J��W��PARK��C��H��LEE�����M(j��n)�н�����Ŀɺ��Ԍ�(sh��)�(y��n)�о����J(r��n)��Ӱ푿ɺ��Ե���Ҫ�����ǚ���ʡ�����ݔ�˴�С��δ������r���ɺ��Եĺ���?xi��ng)l���ǣ�����ݔ�둪(y��ng)����0.8 kJ/m����ȑ�(y��ng)����0.9�����ӽ���̎�Ě���ʑ�(y��ng)С��20%��
����ʺͺ����ٶȌ�(du��)���Ӱ푺ܴ��о���ה�(sh��)���ͼ���ʴ�С���P(gu��n)ϵ�������S�����⺸�әC(j��)��������ӣ���ה�(sh��)���ӡ���(j��)�Ɯy(c��)���������ӣ��ۻ����ٱ��ӟᵽ�ܸߜضȣ��a(ch��n)���������⣬�۳���Һ�w����׃�ò���(w��n)�����a(ch��n)���������D�鼤���P��1.2kW�r(sh��)��Co��ĩ���Y(ji��)�w����ԇ�әM�����ה�(sh��)�ͺ��ٵ��P(gu��n)ϵ���S���ُ�v=0.3 m��min��u���ӣ���ה�(sh��)�pС�������_(d��)3 m��min�r(sh��)�������ʧ���ɴ˿�Ҋ��ͨ�^���ͼ������ߺ����ٶȜp�ٽ���������γɣ��Ķ����ƚ���γɡ�Co��ԇ�ӵ��͵ĺ��p��ò��D�������J(r��n)�飬���ٺ��ӕr(sh��)��С��L�غ��ӷ�����L(zh��ng)��С���_��ֱ�����ӣ��������������ݳ���
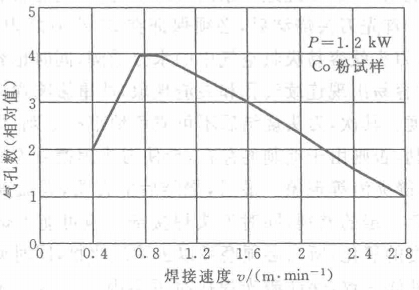
�D �����ٶȌ�(du��)��ה�(sh��)��Ӱ�
���⣬���p�еĚ������(du��)����ƫ����ʮ�����У����m��ƫ�������Ԝp�ٺ��p�еĚ�ס��D������ƫ������(du��)���p�К��Ӱ푡��ɈD��Ҋ�����⺸���Ƭ�r(sh��)������ƫ���Ƭ䓻��wһ��(c��)�����ڜp�ٺ��p�еĚ������
���]��x/ RECOMMENDED NEWS
- [2019-07-13]�ֳּ��⺸�C(j��)
- [2019-04-26]�ֳּ��⺸�������w�B�m(x��)/�}�_�ֳֺ����^
- [2019-04-26]���⺸��(y��u)��(sh��)�������P(gu��n)�����c��ˇ��B
- [2019-03-28]�X�ļ��⺸��Ч��
- [2019-03-09]���⺸�ӑ�(y��ng)��ǰ��
- [2019-01-14]���⺸�ӕ�(hu��)Խ��Խ�ռ���
- [2018-12-01]���ٹ������⺸��
- [2018-11-15]���⺸���O(sh��)������X
- [2019-06-29]���⺸�ӿ�������ô���o(h��)�⣬����ʲô���ã�
- [2019-06-02]�r(n��ng)�C(j��)�X݆���ü��⺸�ӹ�ˇ
- [2019-01-24]�k���ИI(y��)���⺸�ӽ�Q����
- [2018-12-03]��܇?y��n)��������⺸�ӽ�Q����
- [2018-09-01]�N���⺸��
- [2018-07-07]�~���⺸��
- [2018-06-16]늳��wñ���⺸��
- [2018-06-09]304���P䓼��⺸��

��һ퓣� ģ���⺸�әC(j��)
��һ퓣� ���⺸�әC(j��)����ʯ���ߵđ�(y��ng)�ü��Ј�(ch��ng)ǰ��