��������z�����g��ԇ��о�
�l���r�g��2014-09-06 | ��Դ������ˇ���⺸���\�I�� | ������
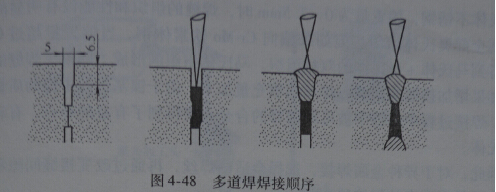
��z���о�����:������z���lչ�ܿ죬��lչ������Ҫ�w�F�����·��棺�����p߅V���¿ڣ������^�̵ķ������^��@���������ڵ��x���w���ƵĶ������������y�ȼӴ�ľ��ʡ�
���⺸�Ӳ��Æ�߅С�Ƕ�(8�ȡ�10��)V���¿ں��Ӻ�Ȟ�14mm�IJ��P䓽��^�ĺ��^��Ƭ���¿ڽǶ���Ҫ��ʹ����_�¿ڸ����ͺ��z�͵��¿ڸ����ĕr�g��Q����ԇ��Dz���YAG�����M�к��ӵģ�����ʞ�3000W�������ٶȞ�0.Sm/min���ͽz�ٶȞ�1.9m7min�������@�N�������Ӻ�ȿ��_35mm��
������^�죬�l�F���p�����кã�ͨ�^����M���^�죬�l�F���˺��p��������������⣬δ�l�F�Y���Ѽy��ԭ������Ǿ����������L��һ���̶���������ƫ���ij��F��
ͨ�^�ɷN�¿���ʽ�Č��ȣ��l�FֻҪ���ú������¿��OӋ���x��ƥ��ĺ��Ӆ��������ܫ@�ÝM��ĺ��p���_����������ɜpС����׃�Ρ�ͬ�������ӷ�����ȣ������¿��g϶��С���@�����ڸ��ƺ����|�������s���ӳɱ���������aЧ�ʡ�
���]��x/ RECOMMENDED NEWS
- [2019-07-13]�ֳּ��⺸�C
- [2019-04-26]�ֳּ��⺸�������w�B�m/�}�_�ֳֺ����^
- [2019-04-26]���⺸���ݣ������P�����c��ˇ��B
- [2019-03-28]�X�ļ��⺸��Ч��
- [2019-03-09]���⺸�ӑ���ǰ��
- [2019-01-14]���⺸�ӕ�Խ��Խ�ռ���
- [2018-12-01]���ٹ������⺸��
- [2018-11-15]���⺸���O������X
- [2019-06-29]���⺸�ӿ�������ô���o�⣬����ʲô���ã�
- [2019-06-02]�r�C�X݆���ü��⺸�ӹ�ˇ
- [2019-01-24]�k���ИI���⺸�ӽ�Q����
- [2018-12-03]��܇���������⺸�ӽ�Q����
- [2018-09-01]�N���⺸��
- [2018-07-07]�~���⺸��
- [2018-06-16]늳��wñ���⺸��
- [2018-06-09]304���P䓼��⺸��

��һ퓣� ���������Ќ����⺸�әC�����|��Ӱ�
��һ퓣� ���⺸�әC���ÿ���ܛ�����C�����|��