�}�_�������}�_���Ȍ����⺸�әC(j��)��Ӱ�
�l(f��)���r�g��2015-10-23 | ��Դ������ˇ���⺸���\(y��n)�I�� | ������
���⺸�әC(j��)��������ݔ����������ʽ�ɷ֞��}�_���⺸���B�m(x��)���⺸�������Ĺ�ˇ������(sh��)��������ͬ�ġ�
1���}�_����
�}�_���⺸�r���}�_�����Q���˼ӟ�������С������ҪӰ푽��ٵ��ۻ������}�_������
Ҫȡ�Q�ڲ��ϵğ��������ܣ��e�ǟጧ(d��o)�ʺ����c(di��n)����(d��o)���Ժá����c(di��n)�͵Ľ����@���^���
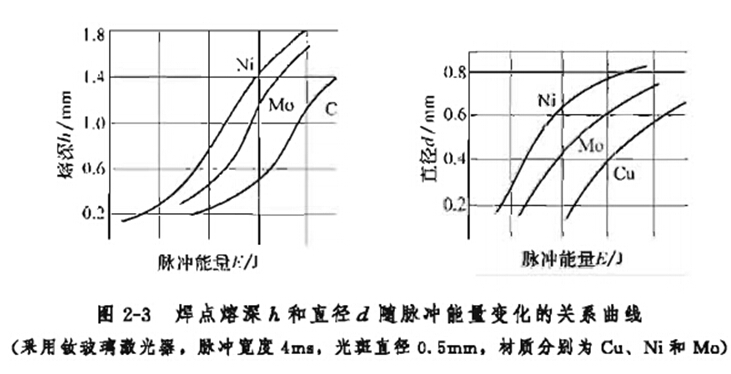
����D2-3 (a)��(b)�քe��ʾ�ˮ�(d��ng)�����⺸�әC(j��)���}�_���Ⱥ��ֱ�������ֲ�׃�r�����c(di��n)�����ֱ��d�S������С׃�����P(gu��n)ϵ�� ���ڹ��}�_�����ֲ��IJ������ԣ��������dz��F(xi��n)�ڹ��������IJ�λ�������c(di��n)ֱ��Ҳ����С�ڹ��ֱ����
2���}�_����
�}�_������ҪӰ푼��⺸�әC(j��)������M(j��n)��Ӱ푽��^��(qi��ng)�ȡ��}�_����һ���r�����ڲ�ͬ�IJ��ϣ�������һ������}�_���ȣ��˕r������������}�_���Ȍ����N���������Ӱ푡��}�_�ӌ���������u���ӣ���(d��ng)�}�_���ȳ��^ijһ�R��ֵ�r��������½�������ÿ�N���ϣ�����һ����ʹ�����_(d��)����������}�_���ȡ�䓵�����}�_���Ȟ�(5��8) Xl0-3S��
���]��x/ RECOMMENDED NEWS
- [2019-07-13]�ֳּ��⺸�C(j��)
- [2019-04-26]�ֳּ��⺸�������w�B�m(x��)/�}�_�ֳֺ����^
- [2019-04-26]���⺸��(y��u)�ݣ������P(gu��n)�����c��ˇ��B
- [2019-03-28]�X�ļ��⺸��Ч��
- [2019-03-09]���⺸�ӑ�(y��ng)��ǰ��
- [2019-01-14]���⺸�ӕ�Խ��Խ�ռ���
- [2018-12-01]���ٹ������⺸��
- [2018-11-15]���⺸���O(sh��)������X
- [2019-06-29]���⺸�ӿ�������ô���o(h��)�⣬����ʲô���ã�
- [2019-06-02]�r(n��ng)�C(j��)�X݆���ü��⺸�ӹ�ˇ
- [2019-01-24]�k���ИI(y��)���⺸�ӽ�Q����
- [2018-12-03]��܇?y��n)��������⺸�ӽ�Q����
- [2018-09-01]�N���⺸��
- [2018-07-07]�~���⺸��
- [2018-06-16]늳��wñ���⺸��
- [2018-06-09]304���P䓼��⺸��

��һ퓣� ��(sh��)��ϵ�y(t��ng)��(y��ng)�ü����c(di��n)���Ԅӻ�
��һ퓣� ���һ�!