�����|�������⺸�Ӻͼ����и��Ӱ�
�l���r�g��2015-11-27 | ��Դ������ˇ���⺸���\�I�� | ������
Ӱ푼����ӹ������غܶ࣬������Ҫ���ǽ��c�����ܶȡ������⺸�ӽ���ʯ���߰��Π�⏊�ֲ��ͽ���Ư�Ƶȡ��@Щ��W�������H�c����ݔ���������P�����Ҹ���ه�ڹ���ģʽ�ķֲ��ͷ����ԡ�������ݔ�����ʲ�׃�r������ģʽ�Ļ�׃�����ӌ������ӹ���Ӱ���Ҫ���F�ڽ��c�����ܶ�׃�����⏊�ֲ���׃���cƯ�Ƶ��������档
���������^���R�۽�����ֱ��D��Ҫ�ɾ۽��R�����S�������_���R�����ֱ��d�Լ����Ⲩ�L�õ����؛Q�����ڼ����L���B�m�\�D�У���������|C02�x���ؓ��Ԛ��wNOx���ӣ�ʹ������|�ɷ�׃�����������ģʽ��u׃��������Ҫڅ�ݞ�������ֱ���տs������۽���ʹ����ֱ��׃���c�����ܶ��½��������������������ģʽ�Ĺ�߽����Π�l��׃���������R׃�Q�����Π�Ҳ���l��������׃������ʹ���߹⏊�ֲ���׃����Y���nj����¼����ӹ���ˇ������������ٶȡ��пp���Ⱥͺ�����ȵȣ��l��׃����ģʽ�ĝu׃�����Ӷ����Ԍ��¹��cƯ�ơ����c��Ư�ƌ������ӹ����缤�⾫���и�ͺ��ӵ��|���Ȏ�����ص�Ӱ푡�
1�������|�������⺸�әC��Ӱ�
���ڲ��ϼӹ����e�Ǽ��������и��c���ӣ�Ҫ�����^С���пp�ͺ��p��Ҳ�����f�۽���Ĺ����С�������ܶ����ߣ��������ڼӹ������磬����ͬ�����£����ֱ��1 mm�r�Ĺ����ܶȣ�ֻ��ֱ����o��5 mm�Ĺ����ܶȵ�l��4����˸��ƹ����|���Ǻ���Ҫ�ġ��e�nj����w�e��늵ęM��CO2���������f������ǻ������ƽ��ǻ��ݔ�������Ƕ�ģ�����˫@�õ��Aģ���ģ���ͱ�횲����xģ�ķ�����
��ͬ�����|�������⺸�әCЧ����Ӱ�
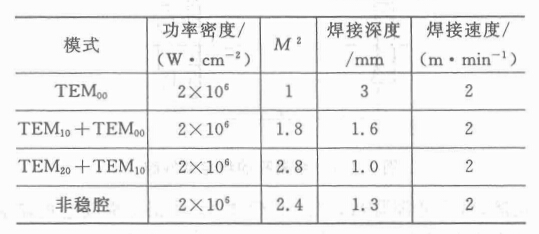
�ɱ���Ҋ����ͬ�ļ�����ܶȺͺ����ٶȣ�Mz������ͬ������������@��ͬ�����p�|��Ҳ��ͬ��TEMoo���������ȱȡ�
2�������|���������и��Ӱ�
���o���ɷN��ͬ��ģʽ��ͬ�Ӻ��䓰��M�м����и�ĽY��[s1�������@���������û�ģ��COZ�������M�б����и�Ҫ�Ȳ��ö�ģC02�������õö࣬�пpҲҪС�öࡣ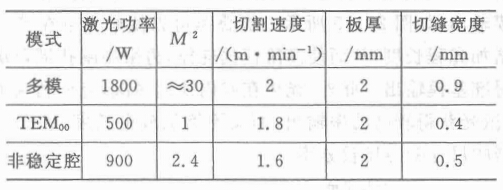
���]��x/ RECOMMENDED NEWS
- [2019-07-13]�ֳּ��⺸�C
- [2019-04-26]�ֳּ��⺸�������w�B�m/�}�_�ֳֺ����^
- [2019-04-26]���⺸���ݣ������P�����c��ˇ��B
- [2019-03-28]�X�ļ��⺸��Ч��
- [2019-03-09]���⺸�ӑ���ǰ��
- [2019-01-14]���⺸�ӕ�Խ��Խ�ռ���
- [2018-12-01]���ٹ������⺸��
- [2018-11-15]���⺸���O������X
- [2019-06-29]���⺸�ӿ�������ô���o�⣬����ʲô���ã�
- [2019-06-02]�r�C�X݆���ü��⺸�ӹ�ˇ
- [2019-01-24]�k���ИI���⺸�ӽ�Q����
- [2018-12-03]��܇���������⺸�ӽ�Q����
- [2018-09-01]�N���⺸��
- [2018-07-07]�~���⺸��
- [2018-06-16]늳��wñ���⺸��
- [2018-06-09]304���P䓼��⺸��

��һ퓣� ���⺸�әC����ʯ���ߵđ��ü��Ј�ǰ��
��һ퓣� ���O�ܼ��⺸�әCʹ���ļ�ͥ������