���⺸�әC��Q��������p�Ď��Π�
�l(f��)���r�g��2014-08-16��ˣ����⺸�әC���|(zh��)��(y��u)�c���X��֮�gƽ���^�ɞ������Ľ��^�Π�ĸ��ơ����ˮa(ch��n)����Ư���ĺ��p�����⣬���ڱ����˼��J��߅���������˺����ij��d���������⣬��(j��)����@ʾ�������(f��)�Ϻ����^�ij����������ˡ�
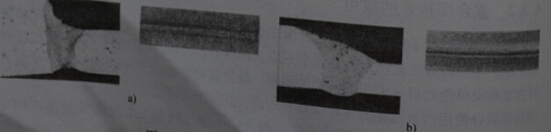
�D4-35 ��܇�X��ĺ��ӣ��քe��1-2mm��
a)���⺸�p��3kW��CO2���⣩ b�������(f��)�Ϻ����p(3kW��C02����+���x�ӻ�(35A))
���⣬���⺸�әC��߅���ۻ�Ч��(y��ng)���ɹ������ڶ�����p�����H���C�˽��^�ď��ȣ�����ͬ�r���C������Ҫ����܇�w�����У��Еr��Ҫ�A����߅�����D4•36չʾ�ˆΪ��Â��y(t��ng)���ӷ������ܝM�����������X�Ͻ�(g��u)�ɵăx��֧��ģ�K��Ҫ��ĺ���Ȟ�3mm�������u�O�廡������x�ӻ����õ��كH���_(d��)���@����(sh��)ֵ������(d��o)�º�����ğ�Ч��(y��ng)���Q��Ԓ�f������(d��o)�²��ɽ��ܵ�׃�Ρ���һ���棬�Ϊ�ʹ��C02�����܉���ٺ��������@�N��r�£�߅�����J��Ҫ�����ۻ������Ã���(li��n)�ϵď�(f��)�Ϻ����S��������Ч���a(ch��n)�ɽ��ܳ��εĺ��p������������a(ch��n)��׃�Ρ�
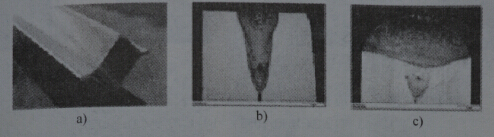
�D4-36 �X�Ķ�����p���⺸�c�����(f��)�Ϻ��ı��^
a)��܇�x��֧��ģ�K(���Ϟ��X�Ͻ�5754) b�����⺸(C02���⺸�Ӆ���(sh��)��
�ٶȞ�4r'n/min�����ʞ�3.4kW��������150�Nm��ģʽ��TEM(��o��) c)�����(f��)�Ϻ�
����(f��)�Ϻ�C09����+�廡�����Ӆ���(sh��)���ٶȞ�4m/min�����ʞ�3.4kVV��
������150t_Lm��ģʽ��TEMco��늻�ƽ�������150A����








ԡˮ�ۼ��⺸��ҕ�l")
Ʒ����ҕ�l")
���⺸�әC")
���⺸�әC")

���Ƽ��⺸�әC")





