���⺸�әC���}�_�Π�����ܶ�
�l���r�g��2015-10-31 1���}�_��
���⺸�әC�����^���У����ڲ��ϵķ������S��������ضȵ�׃����׃�������ԣ��}�_�Π���ϵķ��������g��Ӱ푡������_ʼ���Õr�� ���ڲ��ϱ�����Ҝأ������ܸߣ��S���ضȵ����ߣ�������Ѹ���½���������̎���ۻ���B�r�������ʻ���������ijһֵ�����ض��_�����c�r����������һ�μ����½���
����������ف��v���ڼ����}�_���õ��_ʼ�r�̣������ʶ��^�ߣ�����ɲ��Î�ǰ�ü��Ĺ��}�_��ǰ�ü�������ڌ�������Ѹ�ټӟᣬ�ɸ��Ʋ��ϵ��������ܣ����������������������^��ƽ�������}�_�ɱ�����ϵď������l���@�N��ʽ���}�_��Ҫ�m���ڵ��؏��l�ʺ��ӡ��������؏��l�ʵĺ��p���v�� ���ں��p�����دB�ĺ��c�M�ɣ����}�_����̎�Ĝضȸߣ� ������˲��ù⏊������׃��ƽ픲���������ijЩ�a�����Ѽy�����Ѽy�IJ��ϣ��t�ɲ������A�μ����}�_���Ķ�ʹ�������v�A��һ�ۻ�һ���ص�׃���^�̣���K�ɵõ��M������⺸�әC���ӽ��^��
2�������ܶ�
���}�_���⺸�әC�����У�Ҫ�M�����⺸�c���ٵ��^�����l�c�������Ĺ����ܶ���ʮ����Ҫ�ġ�
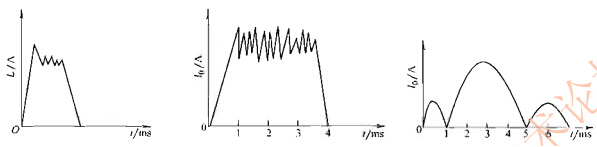
�����ܶ� (power density)
PD=4E/��d2tp
ʽ�� E-����������
d-���ֱ����
tp-�}�_�ܶȡ�
���⺸�әC�����^�̽��ٵ����l߀�c���ϵ����|���P�� ���c���ϵ����≺���P�����≺�ߵĽ��������l�����c�c���c����Ľ��٣������^�����ơ�����������_�����c�Ĺ����ܶȷ����s
��105��106W��cm2���ϡ��������ܶȵ��{����ͨ�^��׃�}�_���������ֱ�����}�_�����Լ�����ģʽ�Ȍ��F��



















