���a����λ���⺸��ϵ�y
�l���r�g��2016-03-11 һ�����C�Y��
���a����λ���⺸��ϵ�y��Ҫ�ɼ�������ˮ��C�M������λ����ϵ�y�����X�Ƭ���әC�������X�ͮ��X���әC�����@�^���әC�����t�⼰���lϵ�y���b�A�ߵȽM�ɡ�����λ�����_�֕r����ͬһ�_��������ͬһ�r��ֻ����һ�������_���������е�һ��λ�Á����ӽ���ʯ���ڹ����@�^���ڶ���λ���ں��ӽ���ʯ�A�Ƭ��������λ���ں��Ӯ����X���Ƭ��ͬ�rҲ���Ժ�����ͨ�X����ʯ�A�Ƭ������λ�����_ͨ�^�֕r����ͬһ�_���������������õ��˳�ֵ����ã������������⺸�әC�����aЧ�ʡ�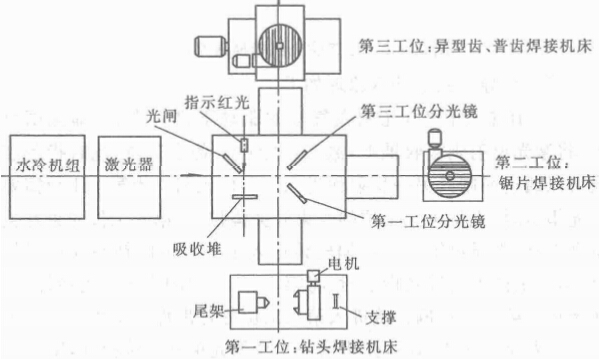
����λ����ϵ�y��ҕʾ��D
���a����λ���⺸��ϵ�y
��������λ����ϵ�y
����λ����ϵ�y��Ҫ�ɹ��l��ָʾ�t�⡢���նѡ��ɂ������_�P�R����������ƫ�D�R��ˮ�估���o���w���oϵ�y�ȽM�ɣ����й��l�������_�P�R���Ɍ�܉�����ˮ�䷴���RƬ�M�ɣ����l�܌��F�p�淴�䣬����һ�����܌����ⷴ�䵽���նѣ�����һ�����܌�ָʾ�t�⌧������λ�Ĺ�·ϵ�y������λ����ϵ�y��Ŀ���nj������ГQ����ͬ�Ĺ�λ��������λҪ����һ�_��������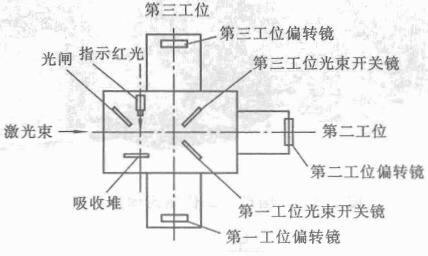
����λ��·�D�Q��ԭ��D
����λ���a���⺸�әC����ϵ�y����ԭ�����¡�
(1)��δ�����r�����l�ښ�������M���·�������l���ϣ������ⷴ�䵽���ն��ϣ����ⲻ���M�������λ���˕rָʾ�t�����ͨ�^���l����һ�������M������λ��·������һ��λ��Ҫ�t��ָʾ�r���Ȍ�������λ�Ĺ����_�P�R���_����һ��λ�����_�P�R���ϣ��t��ͨ�^��һ��λƫ�D�R�M���һ��λ���@�^���ӹ����_���ڶ���λ��Ҫ�t��ָʾ�r������һ������λ�Ĺ����_�P�R���_���t��_�ڶ���λƫ�D�R�M��ڶ���λ�����X���ӹ����_����������λ��Ҫ�t��ָʾ�r���Ȍ���һ��λ�Ĺ����_�P�R���_��������λ�����_�P�R���ϣ��t��ͨ�^������λƫ�D�R�M�������λ�����Xб�X���ӹ����_��
(2)�ڼ��⺸�ӕr�����l����̎�ں��Ϡ�B������һ��λ��Ҫ���⺸�ӕr���Ȍ�������λ�Ĺ����_�P�R���_����һ��λ�����_�P�R���ϣ��������i����������λ̎�ڴ��C��B�����܌������_�P�R�M�в�����Ȼ���ٴ��_���l�������M���@�^���ӹ����_�M�к��ӣ����ӽY���r���Ȍ����l���ϣ��ٌ���һ��λ���i�����_��ͬ����������λ�IJ���Ҳ���Ȍ������_�P�R�Ƶ����m��λ�ã������乤λ�i�������_���l�����ӽY�����ȺϹ��l����λ���i�����_��
(3)ֻ���ڹ��l���ϵ���r�£����܌������_�P�R�M�в��������κ���r�£�����һ��λ�����Ԍ����l���ϡ�
����λ����ϵ�y����Ҫ���¡�
�ߴ磺1650 mmXl 460 mmX2 000 mm���|����400 kg��
늉���220 V�����o���w�������B�m���{��
������������B�m���{�������{����0��80 mm�B�m���{��
�RƬ��s������ˮ��
����λ����ϵ�y����Ҫ���c���¡�
(1)���әC�����r���������ɸ�������λ�Ġ�r������һ���ij����߉�Pϵ���_ijһ��λ�����@һ��λ�M�˹�����B�r��������λ̎�ڴ��C��B�Ҽӹ����i����ֱ���@һ��λ�����Y����ֹ���@�N�������Ⱥ�����B���i���ܿ��Ա��⻥��ɔ_��ͻ�lס�`���������C������ȫ����������
(2)���ӹ����_��Ʒ�ֽY���[���ڹ�·�D�Q������������Ʒ�ֽY��ʹ����_�������Ĺ���ஔ����pС��Ч�ʸ���ռ���^С��
(3)�����Rȫ������ˮ���RƬ��Ч�ʸߣ������ɿ���



















