��(d��ng)ǰλ��: ���(y��) > ������ > �ИI(y��)��
���⺸�әC(j��)��������ݔ����������ʽ�ɷ֞��}�_���⺸���B�m(x��)���⺸�������Ĺ�ˇ������(sh��)��������ͬ�ġ�
1���}�_����
�}�_���⺸�r(sh��)���}�_�����Q���˼ӟ�������С������ҪӰ푽��ٵ��ۻ������}�_������
Ҫȡ�Q�ڲ��ϵğ��������ܣ��e�ǟጧ(d��o)�ʺ����c(di��n)����(d��o)���Ժá����c(di��n)�͵Ľ����@���^���
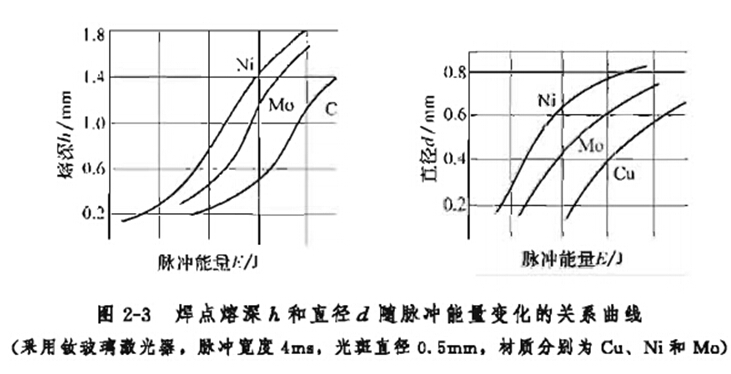
����D2-3 (a)��(b)�քe��ʾ�ˮ�(d��ng)�����⺸�әC(j��)���}�_���Ⱥ��ֱ�������ֲ�׃�r(sh��)�����c(di��n)�����ֱ��d�S������С׃�����P(gu��n)ϵ�� ���ڹ��}�_�����ֲ��IJ������ԣ��������dz��F(xi��n)�ڹ��������IJ�λ�������c(di��n)ֱ��Ҳ����С�ڹ��ֱ����
2���}�_����
�}�_������ҪӰ푼��⺸�әC(j��)������M(j��n)��Ӱ푽��^��(qi��ng)�ȡ��}�_����һ���r(sh��)����(du��)�ڲ�ͬ�IJ��ϣ�������һ��(g��)����}�_���ȣ��˕r(sh��)������������}�_���Ȍ�(du��)���N���������Ӱ푡��}�_�ӌ���������u���ӣ���(d��ng)�}�_���ȳ��^(gu��)ijһ�R��ֵ�r(sh��)��������½�����(du��)��ÿ�N���ϣ�����һ��(g��)��ʹ�����_(d��)����������}�_���ȡ�䓵�����}�_���Ȟ�(5��8) Xl0-3S��
�g�[�^(gu��)���Ñ���߀�鿴����(n��i)��
���⺸�әC(j��)")
���⺸�әC(j��)")
���˼��⺸�әC(j��)")
���Ƽ��⺸�әC(j��)")
")
���⺸�әC(j��)")
")
")
�����⺸�әC(j��)")
���⺸�әC(j��)")
���⺸��ҕ�l")







ԡˮ�ۼ��⺸��ҕ�l")
Ʒ����ҕ�l")
�l(f��)��ȫ��(gu��)����")
����(d��ng)�B(t��i)
-
���ƻ�����(w��)")
�����O(sh��)�䶨�ƻ�����(w��)
��͑��߱Mȫ�����a(ch��n)��÷ǘ�(bi��o)�Ԅ�(d��ng)�����⺸���O(sh��)�䣡
-
- [2019-07-13]�ֳּ��⺸�C(j��)
- [2019-04-26]�ֳּ��⺸�������w�B�m(x��)/�}�_�ֳֺ����^
- [2019-04-26]���⺸��(y��u)��(sh��)�������P(gu��n)�����c��ˇ��B
- [2019-03-28]�X�ļ��⺸��Ч��
- [2019-03-09]���⺸�ӑ�(y��ng)��ǰ��
- [2019-01-14]���⺸�ӕ�(hu��)Խ��(l��i)Խ�ռ���
- [2018-12-01]���ٹ������⺸��
- [2018-11-15]���⺸���O(sh��)������X
- [2019-06-29]���⺸�ӿ�������ô���o(h��)�⣬����ʲô��
- [2019-06-02]�r(n��ng)�C(j��)�X݆���ü��⺸�ӹ�ˇ
- [2019-01-24]�k���ИI(y��)���⺸�ӽ�Q����
- [2018-12-03]��܇?y��n)��������⺸�ӽ�Q����
- [2018-09-01]�N���⺸��
- [2018-07-07]�~���⺸��
- [2018-06-16]늳��wñ���⺸��
- [2018-06-09]304���P䓼��⺸��
- [2019-08-03]�ֳּ��⺸�C(j��)���Æ
- [2019-07-27]���⺸�ӏ�(qi��ng)����Σ����Y(ji��)��(sh��)�
- [2019-03-04]�݆���X݆���ô��ʼ��⺸�ӣ����g(sh��)��
- [2018-10-21]������⺸��
- [2018-09-08]���⺸��Ч�ʸ߆
- [2018-08-11]���⺸�Ӝض��ж��ٶȣ�
- [2018-08-04]�������ر������ӿɲ��ü��⺸�әC(j��)
- [2018-04-24]�o(w��)�p���⺸��
-
��Ҋ(ji��n)��(w��n)�}
- ���⺸�әC(j��)�����X��������Щ����Ӱ푣�
- ���⺸�әC(j��)�r(ji��)����Ҫ�����⺸�C(j��)���a(ch��n)�S�ң�������ͺ��Ј�(ch��ng)����...
- ���⺸�әC(j��)�ļҺã���ʲô��ϲ�g�x�����ڵďS�ң�
- �����ڷ�����(n��i)�����⺸�әC(j��)�S�̸��Ѓ�(y��u)��(sh��),��ʹ�õĿڱ����ۺ��...
- ���w���⺸�әC(j��)��ʲô��(y��u)��(sh��)��
- ���w���⺸�әC(j��)���Ժ��Ӹ���ٲ��ϣ����ҿ��ԝM�㲻ͬ�ИI(y��)�ĺ���...
- �X�Ͻ⺸�әC(j��)�����X�Ͻ���ô�ӣ�
- �����꼤�⺸�әC(j��)���X�Ͻ�ӹ��ИI(y��)�õ��˺ܺõİl(f��)չ���X�Ͻ��T���I(y��)...
- ���ϼ��⺸�әC(j��)���Ժ��ౡ�����ϣ�
- ���Ϻ��Ӄ�(y��u)�c(di��n)���������Ӿ��ܡ��ܷⲻ��Ͳ�©ˮ�����Ӻ��1mm...
��(y��u)�|(zh��)�Ŀ͑�����(w��)�wϵ
��ǰ�c�ۺ�����ˇ�ķ���(w��)�ˆTʼ�K���_(k��i)�š����I(y��)����Ч���ж����đB(t��i)ȫ��ȫ�����(w��)���҂���ÿһλ�͑�!

�����O(sh��)����ԃ����(w��)
��(ji��n)���\(ch��ng)��̹�\(ch��ng)���
�������������Ŀ͑����gӭ��(l��i)���ԃ����ˇ�����ĸ��N�Ɇ�(w��n)������ˇ���ܵõ����

��͑����M(f��i)���Ʒ
���Ğ�͑�����M��Ę�Ʒ
�gӭ������ˇ���M(f��i)�����Ʒ���҂�����õĎ����������\(ch��ng) ����(w��)�����C����Ę�Ʒ�͑��M�⡣

�K���a(ch��n)Ʒ���g(sh��)֧��
��?y��n)錣�I(y��)�����������
�o�͑���õĮa(ch��n)Ʒ�ҽK���ṩ��õļ��g(sh��)֧�֣���ɶ��(w��n)�} ��������ˇ����(sh��)�r(sh��)��Q���͑��������ġ�

�͑��M�⡰֪�ҡ�����
�������IJ����c�͑�ͬ��
�Ѯa(ch��n)Ʒ������ã��ѷ���(w��)�|(zh��)�������(y��u)���͑��ŕ�(hu��)���Σ��� �������c�͑�ͬ�У����н��������ˇ���⡣��
����ˇ�ه�(gu��)��(n��i)��(y��u)�|(zh��)�����O(sh��)�����a(ch��n)�̡�ʼ�K�����ж��Ľ�(j��ng)�I(y��ng)��������Ϲ��I(y��)4.0�r(sh��)������(l��i)�����Ї�(gu��)����2025�����������M(j��n)현�(sh��)�Ă��y(t��ng)���칤�S���������족�r(sh��)���Ŀ�Խ���錍(sh��)�F(xi��n)�Ї�(gu��)��������ȫ����Ї�(gu��)��(m��ng)���^�����҂�ʼ�K��(ji��n)�ֿ͑����ϵۣ���(ji��n)���\(ch��ng)�Ž�(j��ng)�I(y��ng)����(ji��n)�֞�͑�(chu��ng)�����r(ji��)ֵ��Ŀ��(bi��o)���ڼ��⼼�g(sh��)��(y��ng)���I(l��ng)������(chu��ng)�£���(y��u)���a(ch��n)Ʒ���o�͑�(l��i)��(sh��)��(sh��)���ڵĺ��O(sh��)�䡣